Работа на станке ИЖ-Т-400 (1623)
гидрокопировальное устройство, гидрокопировальный суппорт, нарезание резьбы на токарном станке
Копировальная работа. Для выполнения токарных работ при серийном производстве на станок устанавливается гидрокопировальное устройство.
В обычных условиях для обработки деталей, имеющих несколько диаметров, приходится каждый раз настраивать резец на новый диаметр, а значит — останавливать станок, отводить резец, подводить ещё снова и т. д. И чем больше ступеней имеет деталь, тем больше затрачивается вспомогательного времени на ее обработку.
Применение копира позволяет значительно сократить вспомогательное время при обточке ступенчатых валиков с цилиндрическими, коническими и фасонными участками, расположенными по длине детали.
В качестве копира используется специальная эталонная деталь или плоская пластинка определенного профиля. При обработке небольшой партии деталей копиром может служить первое изделие, изготовленное в полном соответствии с чертежом.
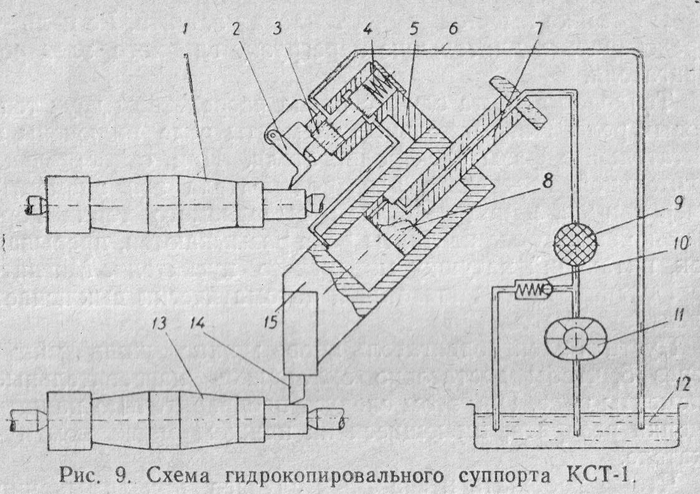
На рис. 9 изображена схема гидрокопировального суппорта КСТ-1.
Масло из бака 12 посредством лопастною насоса 11 через сетчатый фильтр 9, трубопровод и отверстие штока 7 нагнетается в штоковую полость гидравлического цилиндра, встроенного в гидрокопировальный суппорт 15.
Отсюда, через отверстие в поршне, масло попадает в нештоковую полость цилиндра, а затем по трубопроводу — в кольцевую выточку корпуса 5 золотника 3, и через кольцевое проходное сечение, образованное между поршеньком и корпусом золотника, масло возвращается обратно в бак. Давление масла в обеих полостях гидроцилиндра регулируется предохранительным клапаном 10.
Шток 7 с неподвижно присоединенным к нему порш нем 8 жестко связан с поперечной кареткой суппорта и может перемещаться только вместе с ней.
Гидрокопировальный суппорт 15 установлен на направляющих поперечной каретки суппорта и может свободно перемещаться вдоль них.
Копир 1 и обрабатываемая деталь 13 не имеют продольного перемещения. Поэтому движение щупа 2, скользящего по копиру, будет вызывать точно такое же перемещение резца 14, производящего обработку. Взаимодействие щупа и резца осуществляется следующим образом.
Если щуп 2 встречает на своем пути углубление или понижение, то под действием пружины 4 он делает некоторый поворот по часовой стрелке.
При этом золотник 3 смещается влево, перекрывая кольцевое проходное сечение в корпусе золотника. Выход масла из нештоковой полости гидроцилиндра прекращается, в обеих полостях гидроцилиндра устанавливается одинаковое давление. Но так как площадь поршня в нештоковой полости цилиндра в 2 раза больше, чем в штоковой, то на левое дно гидроцилиндра будет действовать вдвое большая сила, чем на правое.
Следовательно, гидросуппорт начнет перемещаться влево, и резец будет углубляться в обрабатываемую деталь.
Если же на пути щупа встречается какое-либо препятствие в виде порога, возвышения или подъема, то щуп поворачиваемся против часовой стрелки, сжимая пружину 4.
В этом случае золотник 3 смещается вправо, от чего кольцевое проходное сечение в корпусе золотника увеличивается. Масло из нештоковой полости гидроцилиндра начинает вытекать свободно. Давление в нештоковой полости падает, а в штоковой, благодаря малому отверстию в поршне, остается почти без изменения.
Ясно, что в таком случае давление на левое дно гидроцилиндра уменьшится и гидросуппорт начнет перемещаться вправо, отводя резец от обрабатываемой детали. При этом резец совершает два движения:
во-первых, перемещается параллельно оси детали вместе с нижней кареткой суппорта
и, во-вторых, вместе с гидросуппортом отходит от детали по поперечной каретке суппорта, направляющие -которой расположены под углом 45° к оси обрабатываемой детали.
Гидросуппорт жестко связан с корпусом золотника. Поэтому малейшие перемещения гидросуппорта отражаются на величине кольцевого проходного сечения, причем она автоматически становится такой, что обеспечивает определенную скорость отвода гидросуппорта. Эта скорость, геометрически сложенная со скоростью продольного перемещения суппорта, дает резцу суммарное перемещение, направленное перпендикулярно оси обрабатываемой детали.
Следовательно, в данном случае резец обтачивает кольцевую торцевую поверхность, перпендикулярную оси детали.
При движении щупа по цилиндрической поверхности копира величина кольцевого проходного сечения автоматически становится такой, при которой давление в не штоковой полости гидроцилиндра в 2 раза меньше, чем в штоковой. В результате давления, действующие на левое и правое дно гидроцилиндра, уравновешиваются, и гидросуппорт остается неподвижным относительно поперечной каретки суппорта. В этот момент резец обтачивает цилиндрический участок обрабатываемой детали.
Из сказанного следует, что цель всех перемещений корпуса золотника и гидросуппорта — установить такую величину кольцевого проходного сечения, при которой наступает равновесие сил, действующих в цилиндре.
Это и позволяет резцу вместе с гидросуппортом полностью копировать движения щупа при его скольжении по копиру.
Возникающие в процессе обработки усилия резания воспринимаются маслом, которое заполняет гидроцилиндр, и копир оказывается совершенно разгруженным от усилий резания. На него действует лишь слабая пружина, прижимающая золотник к щупу. Несмотря на это, копир изготовляется с повышенной поверхностной твердостью, что предохраняет его от случайных механических повреждений и от износа при частом применении.
Для установки гидросуппорта обычную поперечную каретку заменяют специальной. Передняя часть ее та же, что и у снимаемой каретки, а задняя имеет направляющие для гидросуппорта, расположенные под углом 45° к линии центров станка.
На переднюю часть специальной каретки устанавливается то же, что было на суппорте, не имеющем гидрокопировального устройства, то есть передняя часть суппорта остается без изменения.
Таким образом, не тратя времени на переустановки, на станке можно работать обычным суппортом и, если потребуется, гидрокопировальным суппортом.
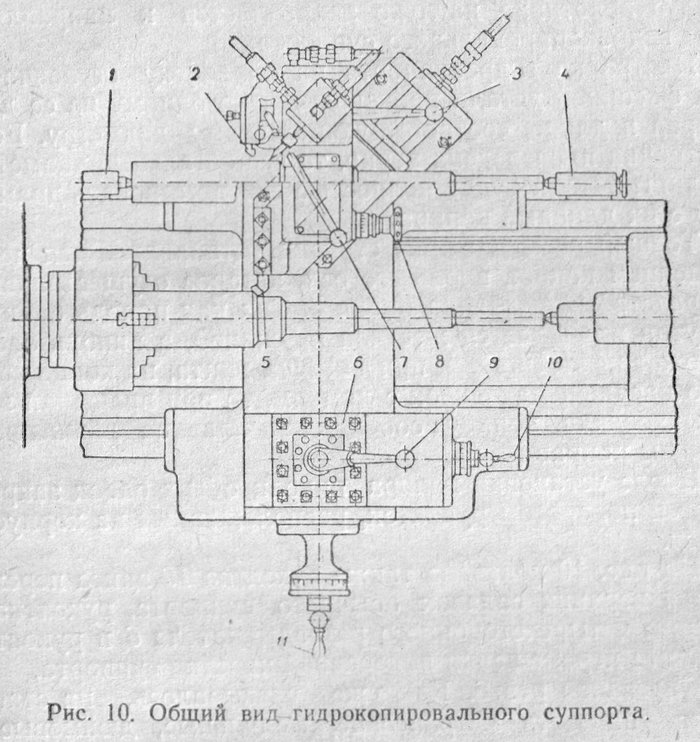
Для отведения щупа от копира, а следовательно, и резца от детали служит рукоятка 7 (рис. 10). Поворот рукоятки от себя перемещает золотник вправо, а за ним отходит от детали и гидросуппорт, и наоборот.
Для автоматического отвода резца от детали после окончания обработки служит кулачок 2. При перемеще нии суппорта кулачок наезжает на неподвижный упор, установленный на подставке для бабок, отжимается этим упором и переводит рукоятку в заднее положение. В результате резец отходит от детали.
Глубина резания, а значит, и требуемый диаметр устанавливается перемещением корпуса золотника перпендикулярно линии центров станка. Для этого корпус золотника установлен на салазках, которые могут передвигаться по направляющим верхней части гидрокопировальногс суппорта.
Чтобы произвести перемещение корпуса золотника, нужно, предварительно повернув рукоятку 3 от себя, освободить эксцентриковый зажим и произвести перемещение, вращая маховичок 8 и отсчитывая обороты по его нониусу. После этого поворотом той же рукоятки на себя корпус золотника наглухо закрепляется к направляющим гидрокопировального суппорта.
Настройка гидросуппорта на обработку ступенчатой или фасонной детали производится по одному из ее диаметров и длине, соответствующей этому диаметру. Если настройка произведена верно, то все остальные диаметры и длины детали будут полностью соответствовать диаметрам с их длинами копира,
Точный размер длины ступени устанавливается перемещением копира вдоль его оси, которое осуществляется посредством маховичка бабки 4. Так как пиноль бабки 1 изнутри подпирается жесткой пружиной, а пиноль бабки 4 может перемещаться при помощи винта, на конце которого насажен маховичок с лимбом, то при вращении этого маховичка копиру сообщается плавное движение в нужном направлении.
После установки копира пиноли обеих бабок закрепляются поворотом рукояток, расположенных на корпусах бабок.
На рис. 10 показана также рукоятка 10 винта перемещения верхних салазок обычного суппорта, рукоятка 9 зажима четырехстороннего резцедержателя 6 и рукоятка 11 винта перемещения поперечной каретки суппорта.
Нарезание резьб. Как уже указывалось, на станке можно нарезать метрические, модульные, дюймовые и питчевые резьбы без применения сменных шестерен на гитаре, используя для настройки станка лишь механизмы коробки подач.
Известно, что нарезание резьб, особенно резьб с большим шагом, производится, как правило, при нескольких проходах резца. Возвращение суппорта в исходное положение обратным ходом станка требует много времени и к тому же ведет к напрасному износу ходового винта. Поэтому там, где возможно, следует возвращать суппорт в исходное положение вручную, выключая разъемную гайку фартука. Для следующего прохода резца разъемная гайка включается снова.
Здесь необходимо иметь в виду, что резец может попасть в прежнюю винтовую канавку только при некоторых условиях. Напомним, что эти условия определяются из формул:

где:
п — любое целое число,
А — расстояние, кратное шагу резьбы,
1 — шаг нарезаемой резьбы в миллиметрах,
Т — шаг ходового винта в миллиметрах,
2 — число зубьев шестерни резьбоуказателя,
К — части оборотов диска резьбоуказателя, на которые без остатка делится число зубьев шестерни резьбоуказателя.
На станке могут быть нарезаны метрические резьбы следующих значений стандартных шагов: 1; 1,25; 1,5; 1,75; 2; 2,5; 3; 3,5; 4; 4,5; 5; 5,5; 6; 8; 10; 12; 16; 20; 24; 32; 40 и 48 миллиметров.
Нарезание резьб с шагами 1; 1,5; 2; 3; 4; 6 и 12 миллиметров, на которые без остатка делится шаг ходового винта, равный 12 миллиметрам (по формуле 1), может производиться без применения резьбоуказателя, включением разъемной гайки фартука в произвольном положении суппорта.
Резьбы с шагами 1,25; 2,5; 5; 10 и 20 миллиметров, на которые шаг ходового винта целиком не делится, нарезаются при помощи резьбоуказателя. В этом случае К в формуле 2 принимается равным 2, то есть разъемная гайка может быть включена через любые полоборота диска резьбоуказателя.
Следовательно, при нарезании этих шагов резьб разъемная гайка должна включаться в момент совпадения противоположных рисок диска с меткой, нанесенной на корпус резьбоуказателя.
Резьбы с шагами 8 и 24 миллиметра, на которые шаг ходового винта также не делится целиком, тоже нарезаются посредством резьбоуказателя, но при этом К принимается равным 5. Таким образом, разъемная гайка может быть включена через каждую пятую часть оборота диска резьбоуказателя.
Значит, при нарезании этих резьб разъемная гайка должна включаться, когда с меткой корпуса резьбоуказателя совпадают только длинные или только короткие риски диска.
К резьбоуказателю прибегают и при нарезании резьбы с шагом 40 миллиметров. В данном случае К принимается равным 1, то есть разъемная гайка может включаться лишь через каждый полный оборот диска резьбоуказателя.
Таким образом, разъемная гайка должна включаться при совпадении с меткой корпуса резьбоуказателя какой-нибудь одной риски диска.
При нарезании остальных резьб с шагами 1,75; 3,5; 4,5; 5,5; 16; 32 и 48 миллиметров отвод суппорта в исходное положение производится обратным ходом станка, так как деление шага ходового винта на указанные шаги резьб не только не дает целого числа, но для них не удается подобрать и значение К, которое привело бы значение Л в формуле 2 к целому числу.
Итак, из 22 стандартных шагов резьб, нарезание которых возможно на данном станке, 7 шагов могут нарезаться без применения резьбоуказателя, 8 — при его помощи и остальные 7 шагов резьб должны нарезаться с использованием обратного хода станка.
Пользоваться резьбоуказателем при нарезании резьбы необходимо следующим образом. При первом проходе резца разъемную гайку фартука следует включать в тот момент, когда какая-нибудь риска совпадает с меткой, нанесенной на корпусе резьбоуказателя. Чтобы установить момент включения разъемной гайки при последующих проходах резца, надо производить отсчет рисок, начиная от риски, по которой была включена разъемная гайка при первом проходе резца.
Отзывы. В процессе эксплуатации станок ИЖ-Т-400 зарекомендовал себя хорошо. Об этом, в частности, говорят многочисленные отзывы потребителей, где с положительной стороны отмечаются высокие скорости оборотов шпинделя и значительная жесткость основных узлов, простота и безотказность в работе системы управления. Станок может быть быстро освоен, и его применение позволяет не только поднять производительность труда, но и улучшить качество деталей, сократить вспомогательное время на их обработку.
Были выявлены также некоторые недостатки ИЖ-Т-400, главным образом конструктивного характера. Речь, в первую очередь, идет о том, что максимальное число оборотов шпинделя (45 об/мин) является еще высоким, а это осложняет выполнение ряда распространенных токарных операций таких, как нарезание резьб с большими шагами и т. п.
Во-вторых, электродвигатель (особенно при нарезании коротких резьб) нередко перегревается, так как шпиндель коробки скоростей реверсирует от самого электродвигателя.